Поиск по статьям:
Инжиниринг
RSS Подписка
Статистика

Наши работы
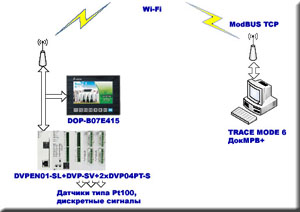
Предлагаем Вашему вниманию одну из схем построения системы контроля процесса полимеризации.
Процесс полимеризации.
Полимеризация покрытий - это один из технологических процессов создания стойкого качественного покрытия. Полимеризация может быть как у лакокрасочных покрытий, так и специальных покрытий трубопроводов для нефте-газовой промышленности. Для достижения максимального результата необходимо не только стабилизировать температуру и выдерживать определенное время, но и контролировать процесс, архивировать параметры, создавать отчеты, чтобы потом найти причину возможного брака или провести отбраковку еще до отгрузки клиенту.
Система контроля камеры и регистрации температуры.
Разработанный нами шкаф автоматики предназначен для измерения температуры с помощью датчиков типа Pt-100, фиксации дискретных событий, фиксации времени нахождения и выхода температур из разрешенного уставками коридора, вывода полученной информации на экраны панели оператора и монитора рабочего места технолога в виде хронологических графиков и таблиц, архивирования полученной информации для формирования отчетов и анализа. Изюминка решения в использовании беспроводных технологий Wi-Fi.

Автоматизированная система мерного реза применяется в основном на профилирующих прокатных станах для автоматического управления линией производства стенового профнастила из оцинкованной стали и тонколистового металла с полимерным или лакокрасочным декоративно-защитным покрытием толщиной 0,45-0,8 мм методом последовательного профилирования.
Обычный состав такой линии производства профнастила:
1. Разматыватель (установленная мощность около 2-3 кВт)
2. Стан прокатный (установленная мощность около 7,5-18 кВт)
3. Отрезное устройство (установленная мощность около 2-3 кВт)
4. Приемное устройство (установленная мощность около 2-3 кВт)
5. Система автоматического управления (САУ)
Система автоматического управления (САУ) мерного реза обычно исполняется на стандартной элементной базе (PLC контролеры, преобразователи частоты, линейные измерители длины, панели оператора); включает в себя пульт управления и силовой шкаф, позволяет управлять такими параметрами, как скорость прокатки (совмещение бизнес-процесса и тех процесса), длина отреза - количество отрезов (с регулировкой пауз технологического цикла), цикла отгрузки. Пульт управления оснащен системой индикации основных технологических параметров, ввода параметров реза и оповещения об аварийной ситуации.
Страница 3 из 3
- Начало
- Предыдущая
- 1
- 2
- 3
- Следующая
- Конец