Поиск по статьям:
Инжиниринг
Статистика

У собственников станочного парка в определенный период возникает необходимость обновления производственных мощностей. Новые станки стоят дорого, их поставка тоже занимает много времени, но при этом у многих есть в собственности старые станки (либо их всегда можно найти в свободной продаже по цене металла) поэтому одним из выгодных вариантов получения свежего современного станка является модернизация имеющегося у них оборудования.
Обычно проводятся следующие мероприятия по модернизации: установка современных приводов переменного тока, установка контроллера и замена релейных схем управления которые позволят увеличить надежность работы станка и увеличить точность (если позволит механика). Установка ЧПУ (CNC) позволит повысить технологичность обработки изделий, увеличить производительность труда (один оператор может работать на нескольких станках с ЧПУ), возможно даже избавиться от механических связей подач расширив диапазоны работы станка (зависит от глубины модернизации). Обычно с установкой ЧПУ ставят сервопривод (специализированный привод с высокими динамическими характеристиками и системой обратной связи, следящий привод). Дополнительно можно установить устройство цифровой индикации (УЦИ) как можно ближе к рабочим органам, что позволит оператору поддерживать более точные параметры обрабатываемого изделия. При этом выход в размер может осуществляться оператором вручную или от контроллера (ЧПУ) в автоматическом режиме, а дополнительный сигнал обратной связи с УЦИ может быть заведен в сервопривод или ЧПУ для компенсации погрешностей механических передач, по которым передается движение от двигателей к рабочим органам станка.
Наш опыт позволяет проводить модернизацию следующих карусельных станков: 1512, 1516, 1525, 1Л532, 1А516МФ3, 1А512МФ3, 1А501 всех модификаций и исполнений (000 041 300 423 Ф1 Ф2 ЕФ2 Ф3), SC-27, BEIRTEIZ LVT 125, Heckert FU-400.
Модернизация предлагается в нескольких вариантах (этапах), при этом заказчик сам выбирает необходимую глубину модернизации.
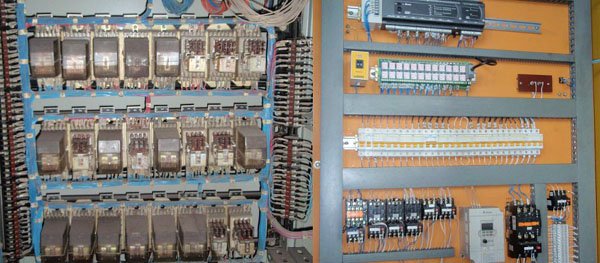
1 этап модернизации: - установка контроллера Delta Electronics (опционально Siemens, OMRON или другие), который заменяет сложную и ненадежную релейную схему управления (шаговый искатель, множество промежуточных реле, логика Т, реле времени и т.д.). При этом сигналы от датчиков, конечных выключателей и кнопок приходят прямо на входы контроллера и обрабатываются в соответствии с логикой работы станка. Заложены режимы разгона/торможения, перехода на другую скорость, толчковый режим, режим постоянной скорости резания (переключение муфт в заданной последовательности, блокировки). Контроллер выдаёт управляющие сигналы непосредственно на исполнительные органы (пускатели, соленоиды, электромагнитные муфты). При этом снижается число ненадежных элементов и ставятся современные, которые можно без труда найти для замены, что приводит к росту безотказности системы. Аварийные состояния запрограммированы в контроллер/устройство человеко-машинного интерфейса (ЧМИ или просто панель оператора или промышленный компьютер) и их индикация дает полное представление о состоянии станка. Данный этап является законченным для определенных станков в определенных ситуациях и самым бюджетным с точки зрения инвестиций.
")
")
2 этап модернизации: - установка частотного привода (Delta Electronics VFD-C2000, VFD-E). Коробка скоростей, которая имеет набор электромагнитных муфт, имеет низкую надежность в работе. Коробка скоростей заменяется на редуктор (возможно просто замена передачи на новую с необходимым передаточным числом и использование её как главной), а частотный привод регулирует скорость вращения электродвигателя, а следовательно и планшайбы. Точность поддержания скорости на двигателе зависит типа управления, разомкнутый вектор дает глубину 1:100 (от 0.01 Гц) и точность порядка 1%, замкнутый вектор дает глубину регулирования 1:1000 ( от 0 Гц) и точность порядка 0.1% (в частотник ставится плата сопряжения и на двигатель ставится инкрементальный датчик положения - энкодер), точность на инструменте зависит от устанавливаемого оборудования. Сигнал обратной связи от датчика положения заводится в ЧПУ для формирования задания на подачи. Стоит напомнить, что использование частотного привода влечет за собой установку на двигатель независимого охлаждения. Возможна модернизация и на основе двигателей постоянного тока на современных цифровых приводах. Данный этап модернизации дает возможность выполнить следующий этап.
3 этап модернизации: - установка датчиков линейного перемещения и устройства цифровой индикации (УЦИ). Сельсины и УЦИ 5290 морально и физически устарели. Предлагаем устанавливать УЦИ и линейки ЛИР на станках без ревголовки, а на станках имеющих сменный инструмент лучше устанавливать линейки и УЦИ, которые имеет несколько относительных систем отсчета, т.е. позволяет работать с несколькими различными инструментами. Установка цифровой индикации на станках позволяет оператору выдерживать более точные размеры изделия и подготавливает задел для следующих этапов.
4 этап модернизации: - Для тех кто хочет полностью избавиться от коробок скоростей и подач - установка частотных приводов или сервоприводов вместо коробки подач. Контроллер позволяет задавать необходимую скорость подачи (аналоговый сигнал либо протокол типа CAN, Ethercat или DMCNET), либо добавить сразу контур положения (импульсное задание либо протокол типа CAN, Ethercat или DMCNET), а сервопривод исполняет задание по скорости с точностью 0,02% с глубиной регулирования 1:10000 (это может обеспечить сервопривод типа ASDA-A2/A3 либо ASDA-B2/B3 Delta Electronics). Это позволит расширить ряд возможных чисел подач для более точной подстройки под процесс резания, а применение интерполяции в контроллере, например Delta Electronics DVP-SA2/DVP-SV2/AS200/AS300 позволит максимально улучшить шероховатость (техническая реализация профиля движения, инструмент не в счет). Идеально эту задачу выполняет контроллер движения nbgf AX308. От люфтов лучше избавляться в реале, но с ними можно бороться и с помощью программных средств контроллера.
5 этап модернизации: - Для карусельных станков предлагается установка ЧПУ NC200/NC300 от Delta Electronics, при этом станок достигает уровня Ф3 (обработка криволинейных поверхностей). Скоро должны выйти версия для поддержки второго суппорта для токарных станков, а также версия ЧПУ с управлением по DMCNET. Уже есть опциональная плата на ЧПУ Дельты, чтобы управлять приводами в импульсном режиме, это для тех случаев, когда в качестве осей выбраны частотники VFD-C2000 в режиме позиционирования (почти режим сервопривода - актуально для небольших требований по точности и больших мощностях приводов).