Поиск по статьям:
Инжиниринг
RSS Подписка
Статистика

Инжиниринг
Мы разрабатываем инженерные решения в области АСУТП и предлагаем современные системы автоматизации и электропривода.
Наработанный опыт модернизации оборудования и станков, а также разработка систем управления для различных отраслей промышленности позволяет взяться за любую задачу и довести ее до желаемого результата. Опытные сборщики оборудования пользуясь современными средствами соберут любое НКУ, будь то шкаф управления или комплектный частотный электропривод большой мощности. Талантливые специалисты проведут авторский надзор, наладку и ввод в эксплуатацию от простейшего шкафа управления до объекта автоматизации цехового уровня.
Изготавливаем НКУ, Комплектные шкафы, пульты
|
Наши услуги
|
||
|
|
|
||

Предлагаем ознакомиться с нашими типовыми решениями и примерами интеграции продукции Delta Electronics и другого оборудования в наших реализованных проектах.
Типовые решения
-

Система управления уплотнением вибропрессов (аналог системы "ВариоТроник")
Одним из методов получения бетонных изделий является его вибропрессование. Для создания полностью автоматизированного стационарного устройства по изготовлению плит, брусчатки, тротуарной плитки, бордюрных камней, пустотелых блоков, облицовочных материалов и других подобных элементов из бетона требуется предлагаемая нами система. Суть метода основана на том, что на вибростол установлены 4 оси, синхронизированные как по скорости, так и по положению. Виброуплотнение производится с контролем за частотой и амплитудой колебаний, необходимых для высококачественного процесса уплотнения. По аналогичной методике ВариоТроник работают машины немецкого машиностроительного концерна HESS (Германия), являющегося одним из мировых лидеров в производстве технологических линий для строительной индустрии. Обыкновенные вибраторы не позволяют в динамике менять дебаланс, потому для получения эффекта требуется не два вибратора а четыре.
В качестве приводов могут служить как серводвигатели, так и асинхронные двигатели со встроенным энкодером. Это дает возможность за короткое время изменять угол поворота дебалансов вибратора, что позволяет при очень кратком времени вибрации достигать оптимальное качество продукции.
Рассмотрим принцип работы данной системы подробнее...
Система оптической приводки печатных цилиндров
В данной статье рассмотрен пример модернизации рулонной офсетной печатной машины, принцип действия которой основан на нанесении изображения с печатных цилиндров на газетный рулон. Каждый цвет наносится со своего цилиндра, задача модернизации синхронизировать вращения цилиндров для совмещения цветов одного изображения пользуясь метками, выставленными при печати каждым из цилиндров.

Способ виброуплотнения бетонных смесей
Большинство предприятий по изготовлению железо-бетонных изделий (ЖБИ) располагают огромным количеством вибраторов, но при этом неэффективно их используют. Все дело в частотах вибраций, которые возникают в бетонном растворе в кассетах с будущими плитами и другими строительными конструкциями. Частицы, составляющие бетон имеют различную величину и вес и колебание с частотой ниже 50 Гц (при подаче 50 Гц на вибратор) не позволяет включить в процесс виброуплотнения большой процент составляющих (инертных). Проведение ряда экспериментов привели к выбору определенного набора частот, выдержка на которых привела к эффекту увеличения плотности заполнения кассет, а это качество готовых изделий. Этот же эффект привел к увеличению прочности и уменьшение времени пропаривания, что сопутствовало снижению себестоимости изготовления изделий. Как вариант можно использовать меньше цемента для изготовления изделия без потери его паспортной прочности, если увеличенная прочность не обязательно для изделия, что тоже приводит к снижению стоимости изделия.

Система управления машиной контактной сварки
Контактная сварка
Контактная сварка - способ получения сварного соединения нагревом металла проходящим через контактное соединение электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. Для автоматизации производства кладочной сетки в ЖБИ, сетчатых заборов используются многоэлектродные машины контактной сварки. Сварка прутков производится прижатием их электродами с помощью пневмоцилиндров под большим давлением. Необходимо контролировать длительность пропускания тока тиристорами и время удержания сваренных прутков после цикла сварки.
Перемещение сетки на требуемый шаг осуществляется либо с помощью каретки, либо с помощью цепного конвейера сервоприводом.
Подача прутков может быть как ручной, так и автоматической с возможностью выправлять и резать прутки из бухт.Страница 2 из 2
- Начало
- Предыдущая
- 1
- 2
- Следующая
- Конец
Реализованные проекты
-
 24.06.2014
24.06.2014
Бюджетная автоматизация камеры полимеризации
Для окраски порошковыми красками применяется температурная полимеризация. Термоконтроллер - это основной элемент такой системы, позволяющий организовать контур регулирования технологического параметра, например температуры путем включения и выключения ТЭН-ов. Регулировку температуры осуществляет термоконтролер DTD с релейным выходом (снята с производства с заменой серией термоконтроллеров DTK). В ряде случаев бюджет не позволяет применять дорогостоящие элементы, такие как регулятор мощности или твердотельные реле, в нашем случае ТЭН-ами управляет контактор. Система автоматического управления позволяла поддерживать температуру с точностью в несколько градусов, порог которой задавался в термоконтроллере.
 15.05.2014
15.05.2014
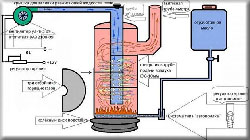
Проект воздушного отопления СТО на отработанном машинном масле
Проект воздушного отопления станции техобслуживания на отработанном машинном масле был выполнен на базе оборудования Delta Electronics Inc в Челябинске совместно с компанией-партнером. Данное решение позволяет автоматизировать источник теплоснабжения – теплогенератор для здания СТО автомобилей с мойкой и шиномонтажкой, г. Челябинск, работающей на отработанном автомобильном масле в автоматическом режиме. Проект реализован на на базе ПЛК DVP-SA2 с модулями расширения.
 10.03.2014
10.03.2014
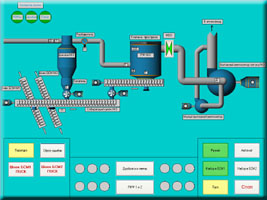
АСУТП производства стройматириалов. Автоматизация транспорта цементных и гипсовых материалов.
Использование современных комплектующих промышленной автоматики позволяет внедрять на предприятиях, производящих строительные материалы, полностью автоматизированные системы управления технологическими процессами производства цемента и сухих строительных смесей.
Немаловажной является система транспорта сырья и готового материала, ведь от неё зависит производительность всего всего предприятия в целом.
Транспорт сырья осуществляется конвейерами. Транспорт сыпучих строительных материалов осуществляется в основном тремя способами: пневмотранспорт за счет пневмокамерного или пневмовинтового насоса мелкодисперсных смесей, шнеками и ленточными транспортерами, если речь идет о крупных фракциях.
В данной статье описан пример уже внедренной системы автоматизации транспорта сухих строительных смесей до их фасовки, также ее интеграция в уже АСУТП производства.
 08.02.2014
08.02.2014
Модернизация блистеровочной машины
На предприятиях фармацевтической промышленности уровень автоматизации производства достаточно высок во всем мире. Процесс производства медицинских препаратов как и пищевая промышленность и полиграфия отличается высокими скоростями автоматизации. Это приводит к уменьшению себестоимости. Но иногда автоматизация устаревает морально и мешает физический износ оборудования. Так например в старой блистеровочной машине индийского производства все узлы были связаны механикой, износ которой со временем стал критическим.
Модернизация узла протяжки ленты блистеровочной машины (фасовка таблеток в блистеры) - это очередной пример внедрения сервопривода взамен механическим передачам с фрикционами и обгонными муфтами.
 15.05.2013
15.05.2013
Восстановление станка Breton FK/NC 800 с применением VFD-C2000 в качестве сервоусилителя с серводвигателями Сименс
На базе оборудования Delta Electronics Inc в Челябинске совместно с компанией-партнером была реализована модернизация камнерезного станка с ЧПУ. Проект реализован на на базе сервопривода ASD-B2-1521-B + ECMA-E21315GS серии ASD-B2, преобразователя частоты VFD022C43A серии VFD-C2000, а также по пожеланию заказчика сторонней панели оператора из его собственных запасов.
 02.04.2013
02.04.2013
Модернизация 4-х голового сварочного станка окон URBAN
Евроокна делались в Европе ещё в далекие 80-ые, и с тех пор у нас в России остались станки, механика которых вполне пригодна, а вот электроника на двигателях постоянного тока, слотовых контроллерах и ЭЛТ мониторах давно устарела. Задача модернизации - заменить привод на высокоточный сервопривод, контроллер управления пневматикой на ПЛК Delta Electronics, источник питания на стабилизированный, а цепи управления нагревом на современные адаптируемые термоконтроллеры (ПИД-регуляторы).
 29.05.2012
29.05.2012
Автоматика управления систем приточно-вытяжной вентиляции, воздушного отопления торгового комплекса с автовокзалом
Проект автоматики и управления систем приточно-вытяжной вентиляции, воздушного отопления торгового комплекса с автовокзалом был выполнен на базе оборудования Delta Electronics Inc в Челябинске совместно с интергаторами этих самых систем приточно-вытяжной вентиляции, воздушного отопления. Проект позволяет оценить уровень и объем работ, которые с легкостью решаются на базе ПЛК DVP-SA2 с модулями расширения.